一、FMEA能解决哪些问题?
FMEA,全称为 Failure Mode and Effects Analysis,即失效模式和影响分析,被用于循序渐进地识别和分析流程或产品可能失败的所有可能方式,并设计策略以优先发现并最大化降低风险。
FMEA主要解决以下4大问题:
■ 可能发生什么问题?
■ 失败的原因是什么?
■ 失败的可能性是多少?
■ 失败带来哪些后果?
由上可知,FMEA能帮助设计人员在起始阶段便创建高质量和可靠的流程,并通过评估过程风险,以改进系统并降低故障的可能性和影响,从而避免高昂的损失。
二、FMEA适用于哪些情况?
■ 对新的设计或流程的分析;
■ 对现有产品设计或流程的修改;
■ 在新环境或应用程序中使用设计或流程。
提示:在服务、产品或流程的完整生命周期中定期开展FMEA 分析,可确保一切顺利进行,是值得推荐的做法。
三、FMEA采用什么标准分析问题?
■ 影响的严重程度;
■ 发生的可能性;
■ 预先发现问题的概率(故障被检测到的难度)。
提示:以上各项标准在1-10的范围内评分,然后一并用于计算风险优先级(RPN)。RPN可帮助识别、确定需优先关注的问题,最高级别RPN应被立即关注并制定行动计划以降低相关风险。
四、FMEA的开展流程是什么?
1. 确定分析对象
确定需要被评估的产品或流程。
FMEA属于综合性分析,专注于范围相对较窄的特定过程。
针对复杂流程,可考虑将项目分解为较小部分并开展多次FMEA分析。
2. 组建分析团队
组建跨职能团队以实现彻底的分析,成员应当直接参与正在分析的过程。成员可能来自设计、制造、维护、销售或客户服务,包括非管理人员,以清晰了解实际的过程和挑战。
3. 审查流程
查看当前过程并确定各组成部分和功能,应当具体考虑该过程目的、客户期望。
建议:使用工具绘制流程图(见下图),以帮助了解当前过程并使潜在风险区域可视化。可在线运行的流程图工具,使得团队协作更容易,并确保不遗漏任何组件。

4. 识别故障模式
集思广益地以各种方式分解流程。故障模式需要分析的问题有:存在哪些风险?各组件如何失效或出现故障?
重要提示:某一组件故障可能会导致其他组件的另一个故障。
5. 罗列潜在故障模式的后果和原因
罗列全部潜在故障模式后详细检查各种模式,并确定对系统\流程\客户或组织产生的所有后果。
换言之,对各种故障模式需询问的问题有:
■ 当此功能失败时将出现哪些情况?
■ 该故障如何影响客户?
随后,考虑每次失败的根本原因,并在FMEA图上写明原因。
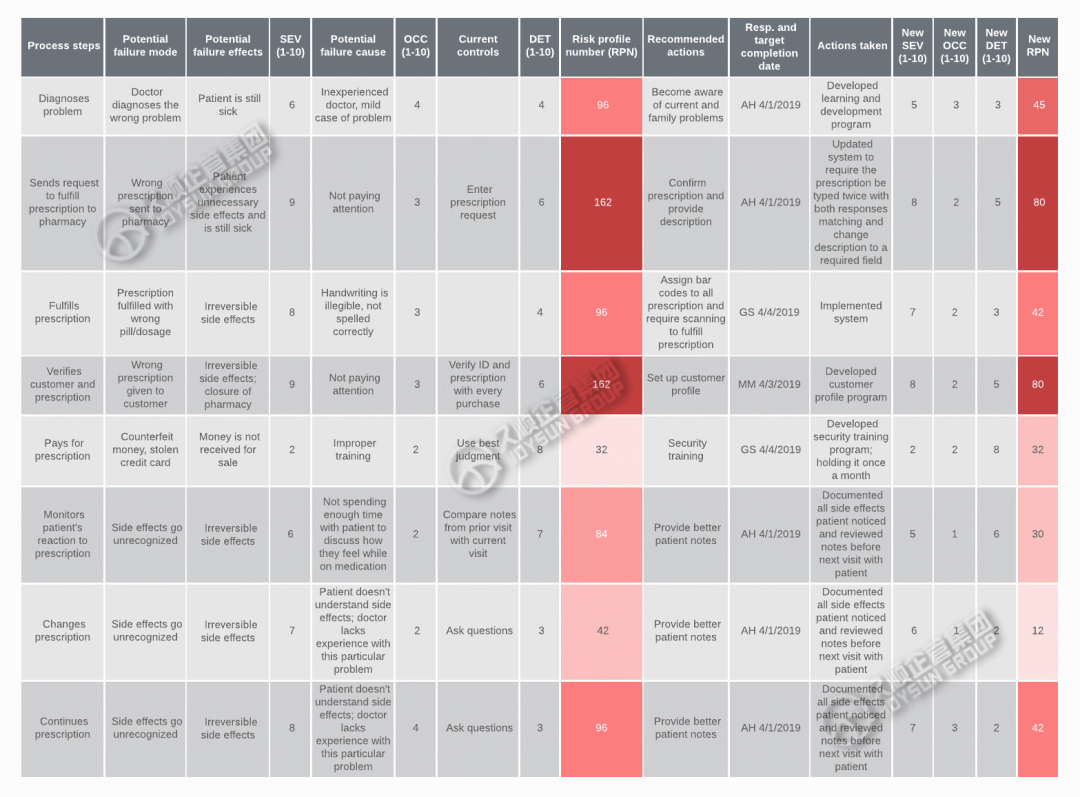
↑失效模式和影响分析案例
6. 对严重程度的评分
根据问题严重程度计算分值,1分代表微不足道,10分代表灾难性。分值被加入FMEA图表。
7. 对发生概率的评分
对每种故障模式的发生次数或概率进行评分。
分值介于1到10之间,1表示可能性最小,10表示必然发生,分值需被加入FMEA图表。
8. 对可检测程度的排名
即:故障发生前(或客户注意到故障前)检测出故障并采取行动的可能性。
需首先确定:当前已采取哪些控制措施,以防止故障发生或防止问题影响到客户?
了解控制措施后,可对故障被检测到的可能性进行排名。以1-10的等级进行概率排名,1表示确定检测到故障,10表示确定不会检测到故障。
9. 计算RPN
在FMEA表中对每个标准进行评分并列出后,将以上3项评分相乘以计算风险优先级RPN:严重程度x发生次数x可检测程度=RPN。
RPN有助于确定最紧急故障的优先级,以便制定战略行动计划。
10. 根据风险优先级制定行动计划
对故障模式进行排名后,可快速评估出需采取纠正措施的流程区域。
以上可能意味着对流程或产品设计进行更改,或调整现有的控制措施以降低风险。
具体行动计划应注重以下目标:
■ 尽可能完全消除过程中的故障模式
■ 最小化严重性并减少故障模式的发生
■ 改进故障模式检测(即改进控制措施)
提示:实施改进措施后,需注意结果并重新计算RPN。
五、观 点 总 结
对于性能和可靠性严重影响用户安全的医疗器械,FMEA是极具价值且十分直观的分析工具。
因此,制造商应考虑将FMEA作为风险管理流程的关键组成。
此外,医疗器械风险管理若想取得实质性进展,应消除生产企业对风险管理的模糊认识,增强责任意识,发挥对其受益者的作用。